Chain Drilling
Profiling metals of over 1mm in thickness can be done by various methods. Hack-sawing is one popular method for producing regular shapes, and should need no introduction.
Chain drilling is another method whereby a series of holes are drilled around the outer profile of the required shape, and then the holes are either joined together with a hacksaw cut, or simply 'snapped'. This can almost be likened to the perforations around a postage stamp. The edges can then be dressed with a file for thinner materials, or lightly ground with a 4" grinderette and then draw-filed for the thicker components. For thicker metals the method is invaluable, and thicknesses upto 20mm is not unusual (in my shed).
Profiling metals of over 1mm in thickness can be done by various methods. Hack-sawing is one popular method for producing regular shapes, and should need no introduction.
Chain drilling is another method whereby a series of holes are drilled around the outer profile of the required shape, and then the holes are either joined together with a hacksaw cut, or simply 'snapped'. This can almost be likened to the perforations around a postage stamp. The edges can then be dressed with a file for thinner materials, or lightly ground with a 4" grinderette and then draw-filed for the thicker components. For thicker metals the method is invaluable, and thicknesses upto 20mm is not unusual (in my shed).
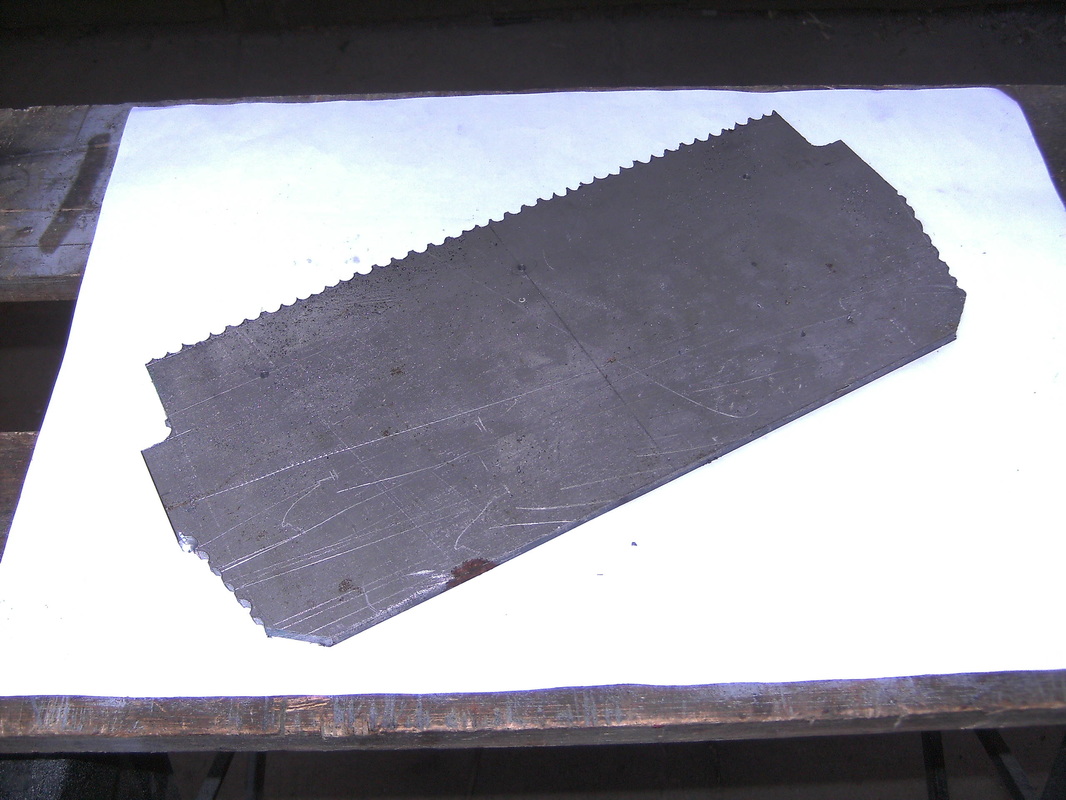
The four photographs below show the profiling of a buffer beam for a diesel shunter. The photos show the 'chain' being drilled using a straight edge as a guide, and then the holes being joined by sawing. Then the perforated edge outline shape. And finally the finished buffer beam after dressing the edges of the 6mm plate.



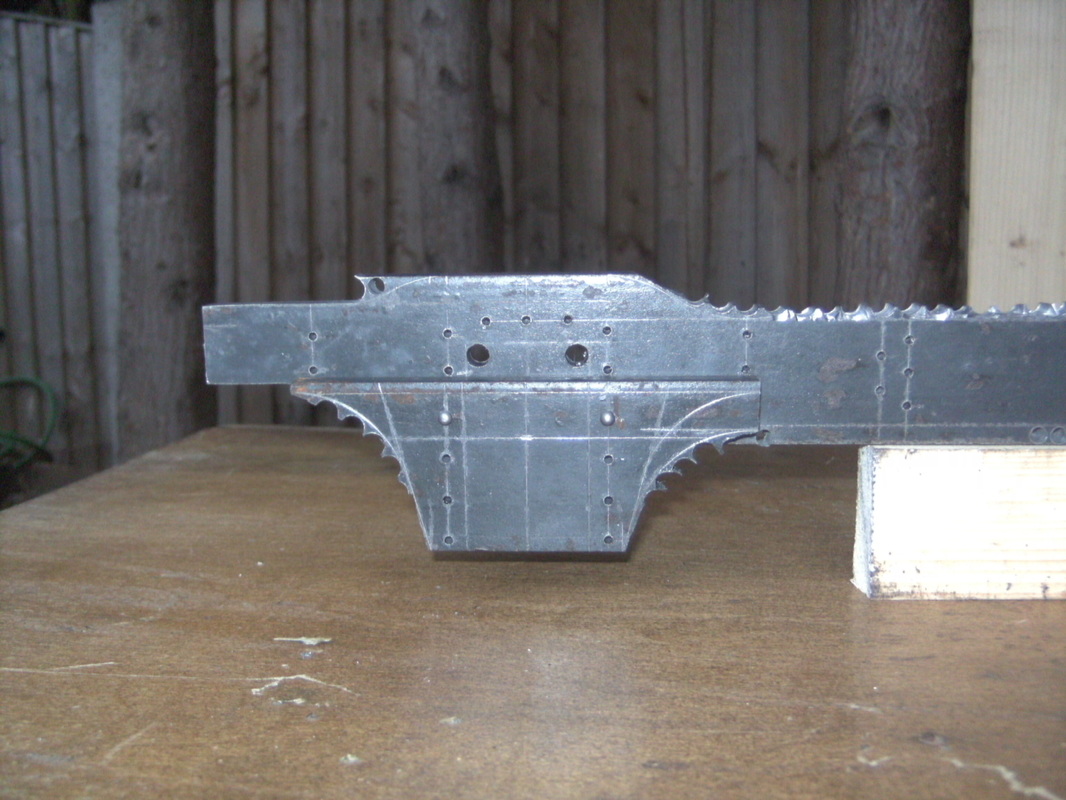
The next two photographs show the part completed 10mm thick flanging blocks which would be used to produce the Gresley bogies of the DBT. The grinding and dressing of the outer edges was not completed at the time of the photographs. The smaller holes are so the flanging block could also be used as a drilling jig for the horn guide and stretcher locations.

The four photographs below show the use of chain drilling to produce internal cut-outs. The four components are not for a diesel but are the horizontal stretchers for a BR Standard Class 9. However, they illustrate the method of chain drilling, pushing-out the centres, and then dressing the inside edges.




